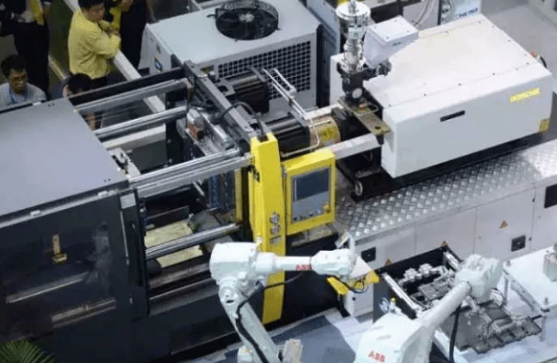
Injection molding is a part processing process, which exists everywhere in all kinds of objects in our life. So what is injection molding? What is back pressure in injection molding? This article will tell you about these two points.
Injection molding process refers to the process of making semi-finished parts of a certain shape from molten raw materials through pressurization, injection, cooling, separation and other operations.
The injection molding process of plastic parts mainly includes six stages: mold closing - filling - (gas assisted, water assisted) pressure maintaining - cooling - mold opening - demoulding.
Back pressure (also known as Back Pressure In Injection Molding) refers to the pressure on the melt in the storage area at the front end of the screw head when the screw rotates and retreats. (proper use of back pressure can make the melt temperature uniform). Back pressure is to use a force to keep the injection pressure, so as to reduce the full filling of plastic on the product surface.
Function: 1 Increase the density of the melt, that is, the air in the melt can be emptied 2. increase the back pressure to make the glue more uniform The back pressure of the injection molding machine refers to the pressure of the hydraulic cylinder behind the injection screw, that is, the pressure of the injection cylinder during pre molding. The back pressure is high, the pre molding is slow, and the back pressure is low, and the pre molding is fast.
Extended data
Back pressure refers to the pressure at the rear end. It is usually used to describe the pressure opposite to the flow direction (greater than the local atmospheric pressure) of the fluid discharged from the system at the outlet or secondary side.
1. It usually refers to the pressure opposite to the moving direction exerted by obstacles or sharp bends when the moving fluid flows along its path (such as pipeline or air passage) in a closed container.
2. It is usually used to describe the pressure of the fluid discharged from the system at the outlet or secondary side (greater than the local atmospheric pressure)
① It can compact the molten material in the barrel, increase the density, improve the glue injection amount, and ensure the stability of product weight and size;
② It can "extrude" the gas in the molten material, reduce the air blow on the product surface and internal bubbles, and improve the gloss uniformity;
③ Slow down the screw backward speed to fully plasticize the melt in the barrel, increase the mixing uniformity of toner, masterbatch and melt, and avoid color mixing of products;
④ Properly raising the back pressure can improve the shrinkage of the product surface and the glue walking around the product;
⑤ It can increase the humidity of the melt, improve the plasticizing quality of the melt, improve the fluidity of the melt during mold filling, and there is no cold glue on the surface of the product.
① The melt pressure at the front end of the barrel is too high, the material temperature is high, the viscosity decreases, the reverse flow of the melt in the screw groove and the leakage flow between the barrel and the screw increase, which will reduce the plasticizing efficiency;
② For plastics (such as PVC, POM, etc.) or colorants with poor thermal stability, the temperature of molten material increases and the heating time in the barrel increases, resulting in thermal decomposition, or the discoloration degree of colorants increases, resulting in poor product surface color and gloss;
③ If the back pressure is too high, the screw retreats slowly, and the pre plastic return time is long, the cycle time will be increased, resulting in the decline of production efficiency;
④ With high back pressure and high melt pressure, the nozzle is prone to melt salivation after glue injection. During the next glue injection, the cold material in the nozzle channel will block the nozzle or cold material spots will appear in the product;
⑤ In the process of injection molding, the nozzle often leaks glue due to excessive back pressure, which wastes raw materials and causes the heating ring near the nozzle to burn out;
⑥ The mechanical wear of the pre plastic mechanism and the screw barrel increases.
① When the back pressure is too low, the screw retreats too fast, the density of molten material flowing into the front end of the misfire barrel is small (relatively loose), and there is too much air;
② It will lead to poor plasticizing quality, unstable injection quantity, and large changes in product weight and product size;
③ The surface of the product will shrink, blow, cold material lines, uneven gloss and other undesirable phenomena;
④ Bubbles are easy to appear inside the product, and the glue is easy to be insufficient around the product and at the bone position.
The adjustment of injection back pressure shall depend on the performance of raw materials, drying conditions, product structure and quality conditions. The back pressure is generally adjusted at 3-15kg/cm3. The back pressure can be increased appropriately when the product surface has little air blow, color mixing, shrinkage, and the product size and weight change greatly.
In case of glue leakage, salivation, overheated decomposition of molten material, product discoloration and too slow material return at the nozzle, it can be considered to reduce the back pressure appropriately. Back pressure is one of the important parameters to control melt quality and product quality in injection molding process. Appropriate back pressure plays an important role in improving product quality, which can not be ignored!
Back pressure injection molding is an advanced method of plastic injection molding that is used to create complex and intricate parts. This process helps to produce near-perfectly shaped parts with intricate details and uniform thickness throughout. It is the perfect solution for industries that require high-precision products with a tight tolerance range. Through this technique, desired properties such as increased strength, dimensional accuracy, and improved surface finishes can be achieved.
Back pressure injection molding is a specialized technique used in the manufacturing of plastic products. It is a highly accurate process that allows manufacturers to create intricate shapes with precision. The process involves injecting molten plastic under high pressure into a metal cavity, thus forming the desired shape of the product. Back pressure injection molding is cost effective and efficient, making it an industry standard for mass production of plastic parts.
The manufacturing industry is continuously striving to increase production output and reduce costs. One of the most promising methods for achieving this goal is precision back pressure molding. This technique offers an efficient, cost-effective way to produce high-quality products with minimal time and effort. It also helps reduce waste and increase overall productivity. By learning more about this process, you can supercharge your production output with precision back pressure molding.
The process of injection molding is an essential part of manufacturing for many industries, ranging from medical to automotive. However, the traditional injection molding process has a major drawback: warping. Warping can cause parts to have inconsistent dimensions and affect the overall quality of the manufactured parts. Fortunately, there is a way to combat this problem: back pressure injection molding. This method utilizes higher pressures during the injection stage in order to reduce warping and lead to better-quality parts.
Injection molding has become an essential tool in the manufacturing industry, allowing for quick and efficient production of a wide variety of products. However, the process is not without its drawbacks - warping is a common issue among parts produced using injection molding techniques. In order to combat this problem, many manufacturers are turning towards back pressure injection molding. This method offers numerous benefits over traditional injection molding, such as improved part dimensional stability and increased production accuracy.
You Need the Custom Injection Molding Demand and get a price , contract us.
Facebook - Sheet Metal Products Manufacturing-MIC-ZG
Linkedin - MIC-ZG Sheet Metal Products Factory Manufacturing